 Fraunhofer Institute for Casting, Composite and Processing Technology IGCV
Fraunhofer Institute for Casting, Composite and Processing Technology IGCV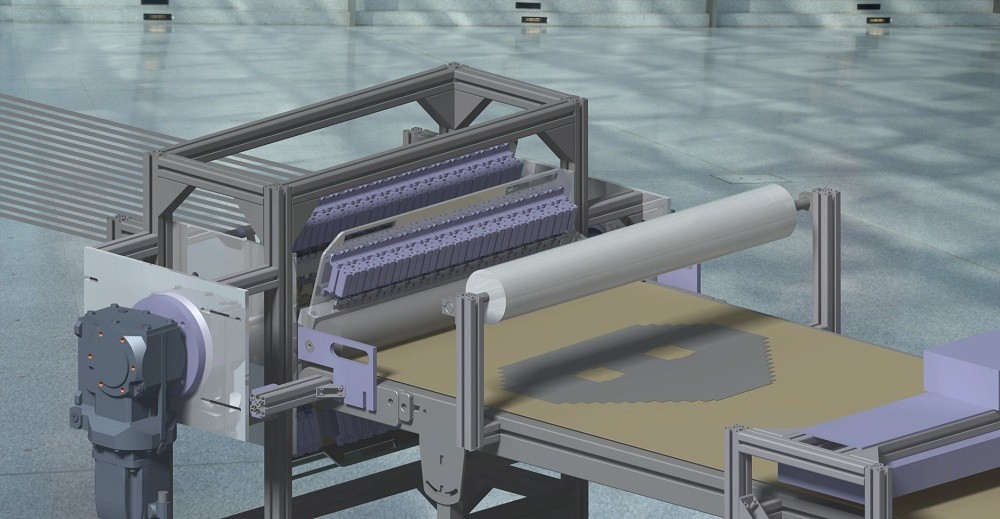


Continuous Fiber Tailoring at Fraunhofer IGCV
Carbon fiber reinforced plastics (CFRP) have an excellent lightweight construction potential. In the automotive industry, steady growth in the use of these materials for structural components can be expected due to the associated fuel savings or increase in driving range (e-mobility) and driving ability. However, the production is very costly since, depending on the component and production process, production involves a high proportion of material waste and the use of very cost-intensive semi-finished fiber products.
Another limiting factor is the automation of the manufacturing processes. Especially for preform LCM processes used extensively in the automotive industry, preforming is often associated with a high workload since the starting material must be cut, oriented, and stacked. The preform is the near-net-shape, 3-dimensional, and dry reinforcing structure, impregnated in an infiltration process. Preforming can account for up to 50% of component costs, which means that this process step offers great potential for process efficiency and reduced overall component costs. For this reason, the Fraunhofer IGCV has developed the Continuous Fiber Tailoring process, which enables the cost-effective and highly automated production of near-net-shape preforms for the high-volume use of CFRP structures.
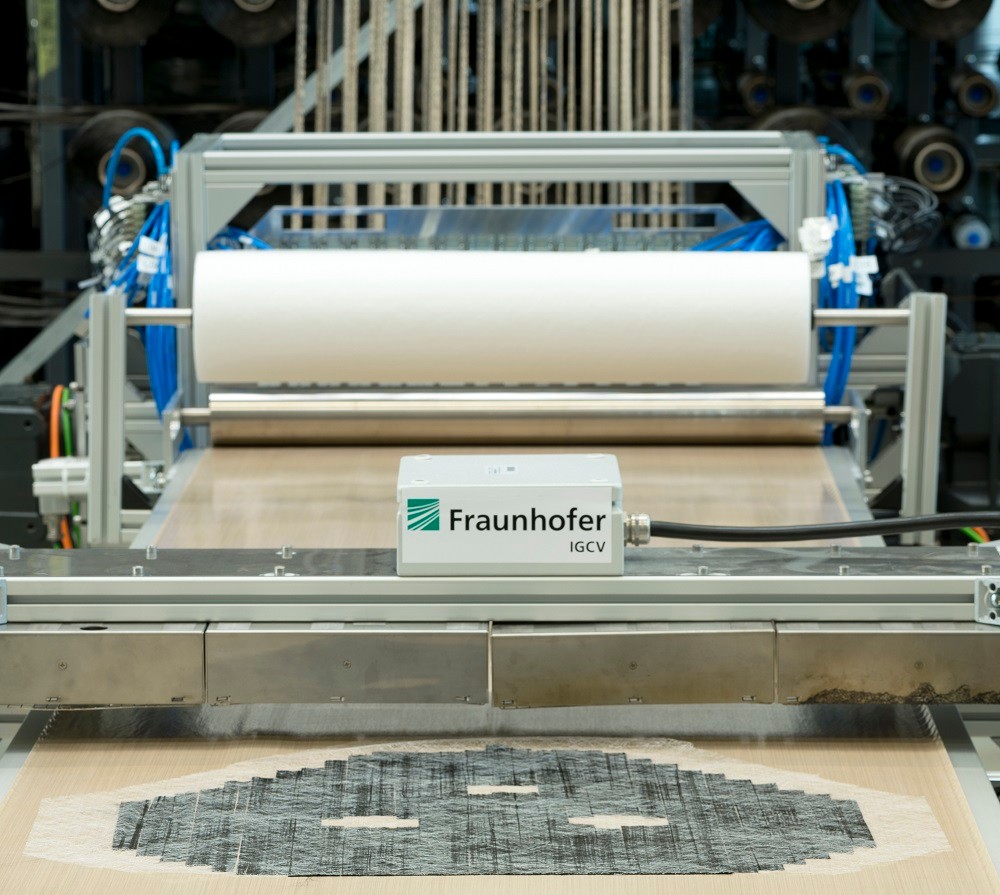
The technology behind Continuous Fiber Tailoring
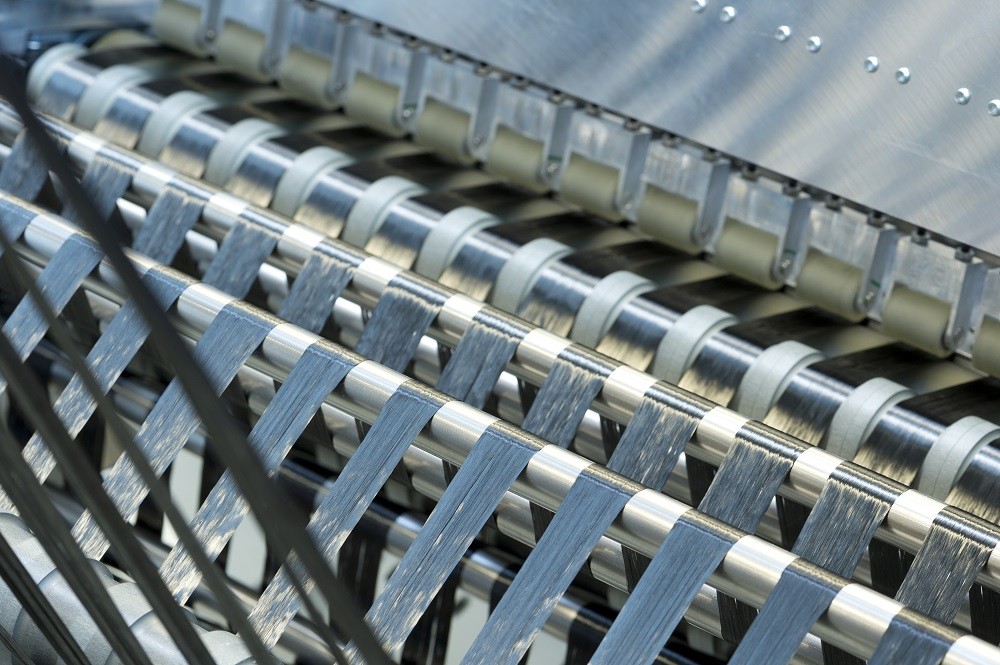
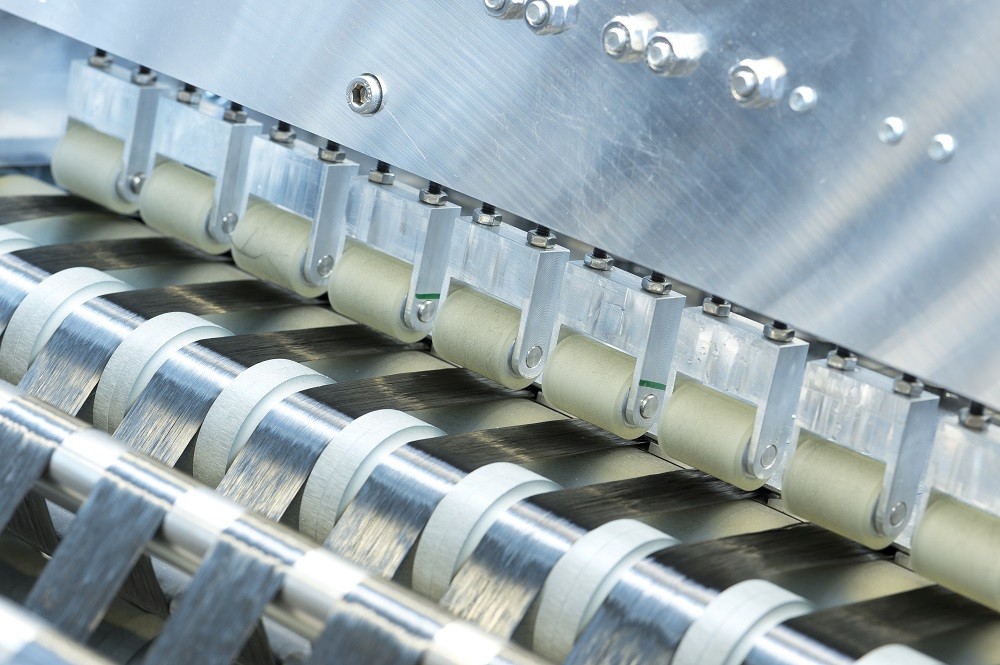
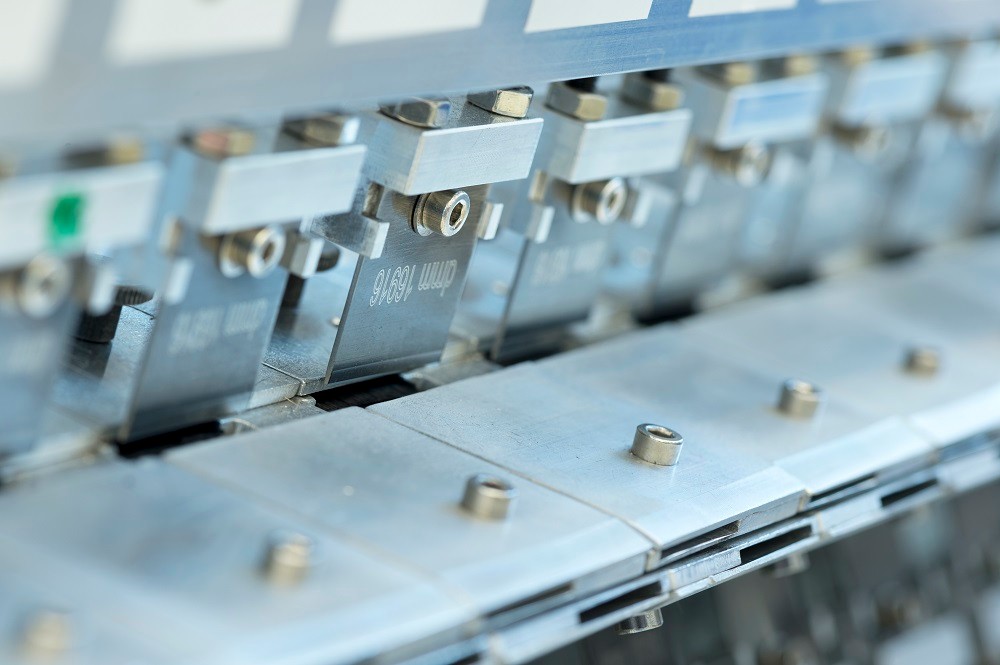
For the cost-effective and automated production of near-net-shape preforms through continuous fiber tailoring, several parallel rovings adapted to the component size are first drawn off from a creel and spread to a homogeneous width with a defined weight per unit area. A specially developed conveying and cutting system feed the spread fibers individually at high speed to a continuously running conveyor belt. Conveying and cutting are carried out according to the two-dimensional unwound geometry of the component to be produced (including possible cut-outs) and the intended fiber orientation as unidirectional (UD) layers. A binder material is applied and activated on the conveyor belt, fixing the individual rovings in their position relative to each other. The binder-fixed UD layers produced can then be absorbed by the running conveyor belt using a pick and place process, stacked by rotation according to the layer structure, and formed three-dimensionally.
